How To Avoid Spring Back For Sheet Metal

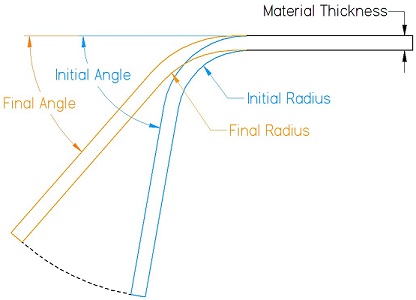
Bending Basics The Hows And Whys Of Springback And Springforward

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal

Sheet Metal 04 Bend Allowance Spring Back Youtube

Sheet Metal Forming
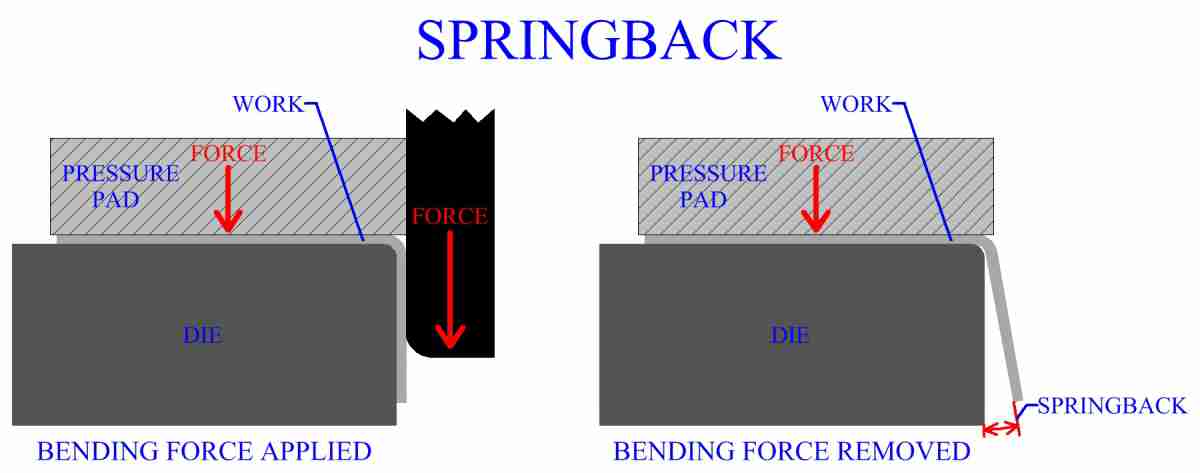
Spring Back Sheetmetal Me

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife

Instead bottom bending can be preferable offering a higher degree of control however even this can prove a challenge.
How to avoid spring back for sheet metal.

Springback Sheet Metal Metal Forming Welding Projects
Sheet Metal Bending

Tips For Bending Sheet Metal Make It From Metal
Methods For Fastening Sheet Metal Without Fasteners Machine Design

Pin On Spring Lock Washers
Sheet Metal Hems Sheetmetal Me

Metal Working Plans Look For Learning Opportunities When Crafting With Kids You Can Utilize Math By Forging Metal Metal Working Tools Metal Working Projects

Vents Us Kom 150 U Galvanized Steel Round Back Valve 6 Inch Check This Awesome Product By Going To The Link At The Image Galvanized Steel Steel Equipment For Sale

Webinar Fundamentals Of Bending Metal With Press Brakes Part 1 Press Brake Metal Metal Working

How Im Restoring My Old Sheet Metal Roller Second Life Part 1 Of 2 In 2020 Sheet Metal Roller Sheet Metal Metal
How To Cut Thin Sheet Metal And Keep It Flat Instructables

Purlin Roll Forming Machine In 2020 Roll Forming Metal Forming Metal Rack

Pin On Scrap Metal

Sheet Metal Joining Methods Szukaj W Google التوصيل Sheet Metal Sheet Metal Fabrication Sheet Metal Work

Does Your Dog Keep Tearing Out The Screen In Your Rv S Screen Door Add Sheet Metal To The Back To Prevent This From Happe Rv Screen Door Rv Screen Screen Door

Sheet Metal Work Projects Sheet Metal Work Sheet Metal Fabrication Sheet Metal
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Professional Sheet Metal Fabrication Is The Number One Resource For Sheet Metal Workers Old And New Join Veteran Metalworker Ed Barr As Metallurgie Metallerie Plieuse Et Caisse A Savon
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau

Speedi Products 6 In Flex And Sheet Metal Duct Splice Connector Collar Sheet Metal Galvanized Sheet Metal Metal

Laser Protection Used For Press Brake Can Avoid Hand Hurt E Mail Sales01 Harsle Com Whatsapp Wechat 861 Press Brake Hydraulic Press Brake Electronic Products
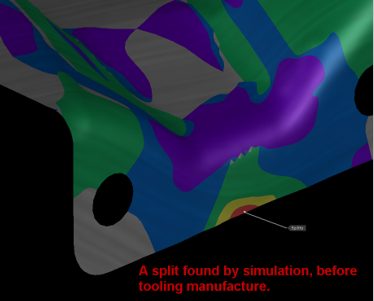
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

Sheet Metal Design Guide Geomiq

Pin By Jacqui Rossetter On Cleaning Spring Cleaning Cleaning Hacks Cleaning
Source : pinterest.com
